PLC(Programmable Logic Controller)는 산업 현장에서 자동화 시스템을 구축하는 데 중요한 역할을 하는 장치입니다. GX Works2는 Mitsubishi Electric에서 개발한 PLC 프로그래밍 소프트웨어로, 다양한 기능과 직관적인 인터페이스를 제공합니다. 이번 글에서는 GX Works2의 사용법을 초보자도 쉽게 이해할 수 있도록 단계별로 설명하겠습니다.
1. GX Works2란 무엇인가?
GX Works2는 Mitsubishi PLC의 프로그램을 작성하고, 디버깅하며, 모니터링하는 소프트웨어입니다. 이 소프트웨어는 Mitsubishi PLC의 다양한 모델에 대응하며, 특히 FX, L, Q 시리즈 PLC를 지원합니다. GX Works2는 사용자가 PLC의 프로그램을 쉽게 작성할 수 있도록 직관적인 인터페이스와 다양한 기능을 제공합니다.
2. GX Works2 실행하기
바탕화면에 GX Works2 아이콘을 더블클릭하여 실행합니다.
혹시나 프로그램이 없으신 분들은 제가 이전에 포스팅했던 아래의 다운로드, 설치 편을 참조하시기 바랍니다.
https://trickysense7.tistory.com/3
미쯔비시 PLC 프로그램 GX Works2 다운로드 및 설치방법 : 초보자를 위한 단계별 가이드
PLC(Programmable Logic Controller)는 자동화 시스템의 핵심 장비로, 다양한 산업 현장에서 사용되고 있습니다. 미쯔비시의 GX Works2는 PLC 프로그래밍을 위한 대표적인 소프트웨어로, 사용자 친화적인 인
trickysense7.tistory.com
3. 새 프로젝트 만들기
PLC 프로그램 작성하기 GX Works2에서 PLC 프로그램을 작성하는 과정은 비교적 간단합니다. 프로그램은 크게 랩퍼(Ladder Diagram, LD) 또는 구조화 텍스트(ST) 등을 이용하여 작성할 수 있습니다. 가장 일반적으로 사용하는 언어는 래더 다이어그램(Ladder Diagram)입니다.


먼저 Project-New를 선택하고 새 프로젝트 창에서 내가 사용하고자하는 PLC CPU 타입을 지정하여 줍니다.
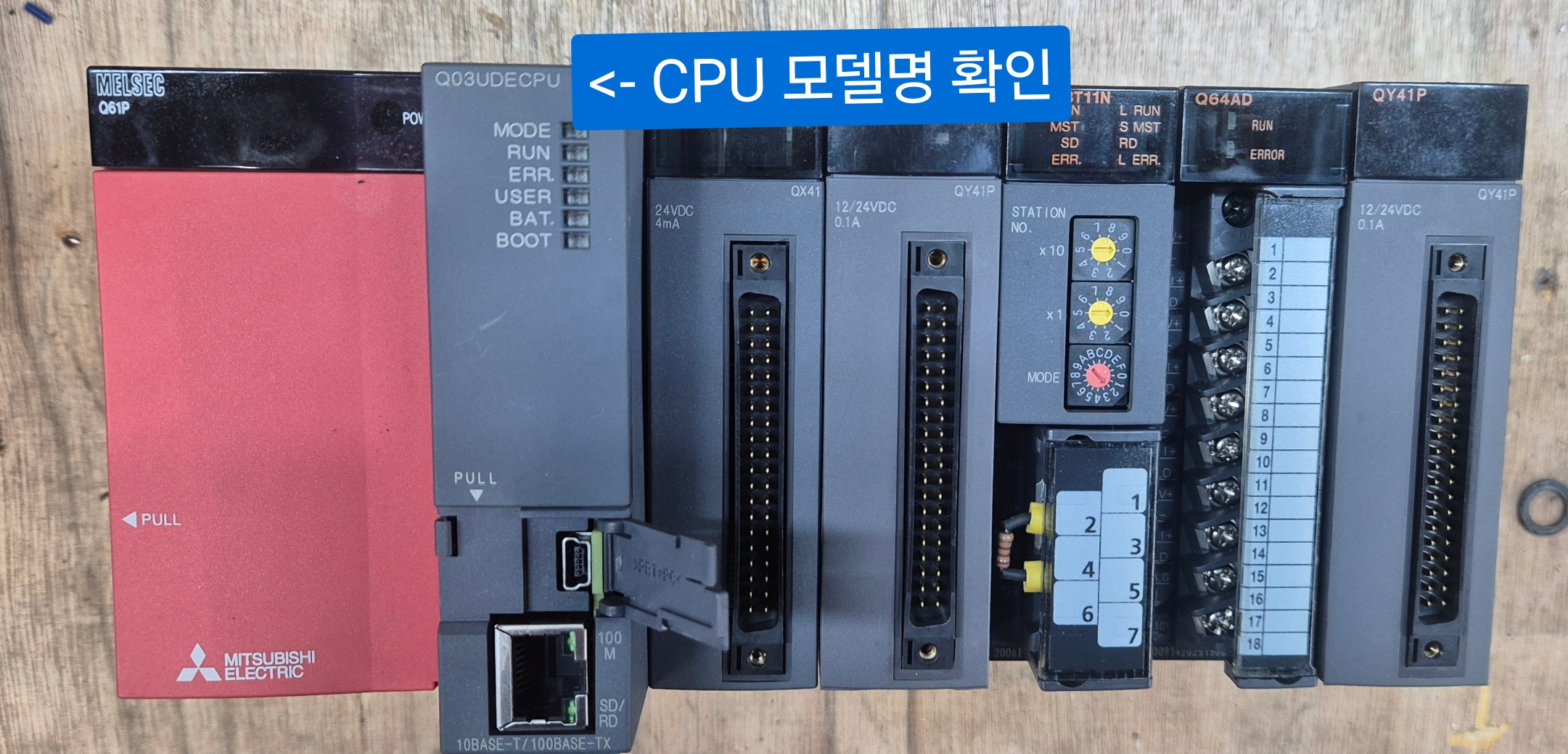

저는 Q03UDE CPU를 사용할 것이기 때문에 해당 모델로 Type을 지정하였습니다.


레더를 작성하실 있는 창이 뜨게 됩니다.
이때 좌측에 네비게이션바 창과 하단에 Output 창도 함께 뜨게 되는데, 안보이시는 분들은
상단 바에서 View - Docking window에 들어가서 네비게이션창과 아웃풋 창을 활성화시켜줍니다.


작성 전에 파라미터 셋팅이 필요합니다.
좌측 사진에서 네비게이션창에 파라미터가 보이실 겁니다. PLC parameter를 더블클릭하셔서 들어가시면
우측 사진의 상단 PLC Name에 아무 내용 (저는 new1이라고 썼어요.)을 기입해 주시고

상단에서 Program 클릭 - 좌측 Main 클릭한 후 Insert를 눌러서 우측 표에 main이 삽입되었는지 확인해 줍니다.
확인되셨으면 End를 눌러주세요
4. 네트워크 연결선택하기

네트워크 연결하는 창도 한번 보고 갈게요.
좌측 네비게이션창에서 하단부에 Connection Destination을 선택하시면 위에 connection1이 나타납니다.


저는 USB를 사용할 예정이지만 이더넷을 사용하실 분들은
PLC 모듈에 들어가서 IP를 일치시켜 주셔야 접속이 가능해요. PLC에 할당되어 있는 IP주소를 모를 경우에는 아래에 Find CPU on network 클릭하시면 연결 가능한 PLC의 IP 주소가 나타나게 됩니다. 이때 컴퓨터의 IP주소와는 앞의 세 자리가 동일하여야 접속 가능한 점 인지 바랍니다.

완료하셨으면 Connection Test 누르고 아래에 ok를 선택합니다.
5. 프로그램 작성하기

상단 메뉴바에서 Edit - insert Row (단축키 Shift+Insert)를 누르시게 되면

위의 그림과 같이 회색바탕의 줄이 하나 생성되게 됩니다.

상단의 툴바(자주 사용하는 기능을 빠르게 실행할 수 있는 아이콘들이 배치되어 있습니다.)중에서 레더 툴바를 보시게 되면 A접점(단축키 : F5), B접점(단축키 : F6)등을 원하시는 대로 사용할 수 있으세요.

저는 첫 줄 맨 앞에 마우스 커서를 가져다 놓고 F5를 눌러서 X0이라는 변수를 넣어보겠습니다.

X0이라는 A접점이 작성되었어요.

이번에는 그다음에 출력을 위한 출력코일 (단축키 : F7)을 누르고 Y20를 작성하고 OK를 눌러줍니다.

첫 줄에 X0이라는 A접점이 On이 되면 Y20이라는 출력이 나가는 레더가 생성되었습니다.
그런데 아직 회색줄이어서 컴파일을 한번 해줘야 정상적으로 작성이 됩니다.

상단 메뉴바에서 compile - Build (단축키 : F4)를 눌러보세요.

회색줄이던 첫 줄이 흰색으로 바뀐 것을 확인하실 수 있습니다.
프로그램 작성하실 때 항상 F4를 눌러주면서 Build 해주는 것을 잊지 마시길 바랍니다.
실제로 PLC에 연결해서 write 해주고 모니터링하면 확인 가능합니다.
(해당내용은 다음에 별도로 포스팅 예정입니다.)

GX Works2는 Mitsubishi PLC를 프로그래밍하고 제어하는 데 필요한 모든 기능을 제공하는 강력한 소프트웨어입니다. 사용자는 직관적인 인터페이스와 다양한 프로그래밍 언어를 활용하여 자동화 시스템을 효율적으로 개발할 수 있습니다. PLC 프로그래밍에 익숙하지 않은 초보자도 GX Works2의 다양한 기능을 활용하여 쉽게 프로그램을 작성하고, 디버깅하며, PLC 시스템을 구축할 수 있습니다. 위의 가이드를 따라 GX Works2를 설치하고, 기본적인 프로그램을 작성해 보세요. 실습을 통해 더 익숙해지고, 고급 기능도 활용할 수 있을 것입니다.
'PLC프로그램' 카테고리의 다른 글
| LS XGT HMI 터치패널(터치스크린)부팅이 안될 때 (feat. 딥스위치) (0) | 2024.12.31 |
|---|---|
| 미쯔비시 PLC 프로그램 GX Works2 다운로드 및 설치방법 : 초보자를 위한 단계별 가이드 (2) | 2024.11.16 |
| Master-K PLC 프로그램 KGLWIN(LS산전) 다운로드 및 설치 방법 (5) | 2024.10.06 |
| PLC 프로그램 XG5000(LS산전) 다운로드 및 설치 방법 : 쉽게 따라하는 가이드! (0) | 2024.09.22 |